")
INHOUDSOPGAWE:
- Stap 1: Onderdele en materiaal benodig
- Stap 2: Gedrukte onderdele
- Stap 3: Verwydering van die DVD Drive Stepper -meganisme
- Stap 4: Berei die skuifbalk voor
- Stap 5: Monteer die skuifrails vir die Y-as
- Stap 6: Monteer die skuifrails vir die X-as
- Stap 7: Bedrading van Stepper Motors
- Stap 8: Kam die X- en Y -as
- Stap 9: Die elektronika
- Stap 10: Monteer die elektronika in die raam
- Stap 11: Pas die stroomstuurbestuurder aan
- Stap 12: Lasermontering
- Stap 13: Maak gereed
- Stap 14: GRBL -firmware
- Stap 15: Sagteware om G-CODE te stuur
- Stap 16: Aanpassing van die stelsel
- Stap 17: Houtgravure
- Stap 18: Sny dun papier
- Stap 19: Vinyl sny en pasgemaakte plakkers maak
- Outeur John Day day@howwhatproduce.com.
- Public 2024-01-30 07:26.
- Laas verander 2025-01-23 12:53.

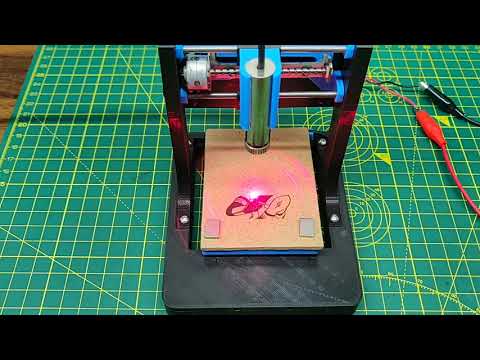

Dit is 'n instruksies oor hoe ek my ou CNC -lasergraver gemeng het en 'n stabiele weergawe gemaak het van 'n Arduino -gebaseerde laser -CNC -graveur en dun papiersnyer met ou DVD -aandrywers en met 'n laser van 250 mW.
Ou weergawe van My CNC:
Die ou weergawe was nie baie stabiel nie en het 'n bietjie wankel as gevolg van ongelyke dele, so ek het besluit om 'n stabiele weergawe daarvan te maak met behulp van 3D -gedrukte dele. Dit het my uitstekende resultate gebied in lasergravure, selfs in baie klein besonderhede, en hierdie masjien kan die werk goed doen. U kan die besonderhede in die oog van die gegraveerde prentjie sien.
Die speelarea is maksimum 40 mm x 40 mm.
Stap 1: Onderdele en materiaal benodig
- Arduino Nano (met USB -kabel)
- 2x DVD -aandrywer -stepper -meganisme
- 2x A4988 stapmotor bestuurder modules (of GRBL skild)
- 250mW laser met verstelbare lens (of hoër)
- 12v 2 Amps kragvoorsiening minimum
- 1x IRFZ44N N-KANAAL Mosfet
- 1x 10k weerstand
- 1x 47ohm weerstand
- 1x LM7805 spanningsreguleerder (met koellichaam)
- Leë PCB -bord
- Manlike en vroulike opskrifte
- 2.5 mm JST XH-styl
- 2 -polige manlike aansluiting
- 1x 1000uf 16v kapasitor Jumper kabels
- 8x klein neodymium magnete (wat ek uit die DVD -lens meganisme gered het)
- 1x 2 -pins plug in skroef terminale blok connector
- Ritsbande (100 mm)
- Wondergom
- 6x M3x12 skroewe
- 8x M2x5 skroewe
- Laser veiligheidsbril
"LASER VEILIGHEIDSGLY is nodig in hierdie projek".
Stap 2: Gedrukte onderdele

STL -lêers, sien die aangehegte lêer of gaan na:
Alle onderdele word in ABS -materiaal gedruk.
Drukinstellings: Laaghoogte: 0,2 mm
Vulling: <25%
Ondersteun: Nee
Stap 3: Verwydering van die DVD Drive Stepper -meganisme


Twee DVD-dryfmeganismes is nodig, een vir die X-as en die tweede vir die Y-as. Met behulp van 'n klein Phillips-kopskroewedraaier het ek al die skroewe en losstaande stepper-motor, die skuifrails en die volger verwyder. Die stepper motors is 'n 4-pins Bipolêre Stepper Motor.
Die klein grootte en die lae koste van 'n DVD -motor beteken dat u nie 'n hoë resolusie van die motor kan verwag nie. Dit word verskaf deur die loodskroef. Ook nie alle sulke motors doen 20 stappe/omwentelinge nie. 24 is ook 'n algemene spesifikasie. U hoef net u motor te toets om te sien wat dit doen.
Prosedure vir die berekening van die resolusie van die CD Drive Stepper motor:
'N Digitale mikrometer is gebruik om die resolusie van die CD/DVD -stappermotor te meet. Die afstand langs die skroef is gemeet. Die totale lengte van die skroef met 'n mikrometer was 51,56 mm. Om die loodwaarde te bepaal, die afstand tussen twee aangrensende drade op die skroef. Die drade is tot 12 drade binne hierdie afstand getel. Lood = afstand tussen aangrensende drade = (totale lengte / aantal drade = 51,56 mm) / 12 = 4,29 mm / omw. Die staphoek is 18 grade, wat ooreenstem met 20 stappe/omwenteling. Noudat al die nodige inligting beskikbaar is, kan die resolusie van die stapmotor bereken word soos hieronder getoon: Resolusie = (Afstand tussen aangrensende drade)/(N Stappe/omwenteling) = (4.29mm/omwenteling)/(20 stappe/omwentelinge) = 0,214 mm/stap. Dit is drie keer beter as die resolusie wat 0,68 mm/stap is.
Stap 4: Berei die skuifbalk voor



Met behulp van Super Glue het ek die skuifbalk en die gids in een deel vasgeplak. Lente word vasgemaak om die spanning tussen die geleier en die loodskroef te handhaaf om swart wimpers te vermy.
Stap 5: Monteer die skuifrails vir die Y-as



Voordat ek die skuifbalk in die basis aangebring het, het ek 4x klein neodymiummagnete (wat ek van die DVD-lensmeganisme gered het) in die X-plaat vasgeplak. Hierdie magnete help om die werkstuk by die werkarea te hou.
Die gladde staaf hou die glymeganisme ongeskonde aan die basis.
Stap 6: Monteer die skuifrails vir die X-as



Hier het ek met behulp van supergom en skroef die geleidingsmeganisme aan die laserbehuizing vasgemaak.
Bevestig die stapmotor met behulp van die skroewe op die plek en plaas daarna die gladde stawe en die geleidingsgedeelte in die gate deur in gedagte te hou dat die skuifbalk nie te hard beweeg nie. En die syraampilare daaraan vasgemaak.
Stap 7: Bedrading van Stepper Motors



Vir die stapmotors het ek 'n ou usb -kabel gebruik, want dit het 4 drade aan die binnekant en 'n deksel daarop, en dit is meer buigsaam en maklik om mee te werk.
Gebruik kontinuïteitsmodus in multimeter en bepaal 2 Coil, Coil A en Coil B.
Ek het 2 paar draad gemaak deur kleure te kies, een paar vir die spoel A en die tweede vir die spoel B.
Soldeer dit en gebruik 'n krimpbuis daarop.
Stap 8: Kam die X- en Y -as


Met behulp van 4x M3x12 skroewe, kombineer die basis en twee syraam in een eenheid.
Stap 9: Die elektronika



ONDERDELE WAT GEBRUIK IS VIR DIE BESTUURDER IS:
- Arduino Nano.
- 2x A4988 stapmotorbestuurders.
- 1x IRFZ44N N-KANAAL MOSFET.
- 1x LM7805 Spanningsreguleerder met koellichaam.
- 1x 47ohm en 1x 10k weerstand.
- 1x 1000uf 16V kapasitor.
- 1x 2,5 mm JST XH-styl 2-pins manlike aansluiting.
- MANNELIKE en VROUELIKE Kopteksterspelde.
- 1x (20 mm x 80 mm blank PCB).
In GRBL word die digitale en analoog penne van Arduino voorbehou. Die 'Step' -pen vir die X- en Y -as word onderskeidelik aan digitale penne 2 en 3 geheg. Die 'Dir' -pen vir die X- en Y -as word onderskeidelik aan digitale penne 5 en 6 geheg. D11 is vir laser Aktiveer. Die Arduino kry krag deur die USB -kabel. Die A4988 -bestuurders deur eksterne kragbron. Alle grond deel gemeenskaplike verbindings. VDD van A4988 is gekoppel aan 5V van Arduino. Die laser wat ek gebruik het, werk op 5V en het 'n konstante stroombaan ingebou. Vir die konstante 5V bron van die eksterne kragtoevoer word LM7805 spanningreguleerder gebruik. Koelbak is verpligtend. Die IRFZ44N N-CHANNEL MOSFET werk as 'n elektroniese skakelaar wanneer dit 'n digitale hoë sein ontvang van pen D11 van Arduino. OPMERKING: 5V van Arduino nano kan nie gebruik word nie, want die laser trek meer as 250mA en die Arduino Nano kan nie soveel stroom lewer nie.
Die instel van mikrostappe vir elke as.
MS0 MS1 MS2 Microstep -resolusie.
Laag Laag Laag Volle stap. Hoë Lae Lae Half trap.
Laag Hoog Laag Kwartaalstap.
Hoog Hoog Laag Agtste trap.
Hoog Hoog Hoog Sestiende stap.
Die 3 penne (MS1, MS2 en MS3) is vir die keuse van een van die vyf stapresolusies volgens die waarheidstabel hierbo. Hierdie penne het interne aftrekweerstands, so as ons dit ontkoppel laat, werk die bord in volle stap. Ek het die opset van die 16de stap gebruik om glad en ruisvry te wees. Die meeste (maar beslis nie alle) stappermotors doen 200 volle treë per omwenteling nie. Deur die stroom in die spoele behoorlik te bestuur, is dit moontlik om die motor in kleiner stappe te laat beweeg. Die Pololu A4988 kan die motor in 1/16de stappe laat beweeg - of 3, 200 treë per omwenteling. Die grootste voordeel van mikrostappe is om die ruwheid van die beweging te verminder. Die enigste volledig akkurate posisies is die volstaposisies. Die motor sal nie 'n stilstaande posisie op een van die tussenposisies kan hou met dieselfde posisie -akkuraatheid of met dieselfde houkoppel as by die volledige trapposisies nie.
Stap 10: Monteer die elektronika in die raam


Monteer die bestuurbord op die agterplaat met 2x M2 -skroewe en aan die raam van die masjien met 2x M3x12 -skroewe. Steek die aansluitings vir die stappermotors X, Y en die laser in.
Stap 11: Pas die stroomstuurbestuurder aan


Om hoë stapsnelhede te bereik, is die motorvoorsiening tipies baie hoër as wat toelaatbaar sou wees sonder om die aktiewe stroom te beperk. Byvoorbeeld, 'n tipiese stapmotor kan 'n maksimum stroomwaarde van 1A met 'n spoelweerstand van 5Ω hê, wat 'n maksimum motortoevoer van 5 V. kan aandui. beperk tot onder 1A om skade aan die motor te voorkom. Die A4988 ondersteun sodanige beperking van aktiewe stroom, en die trimmerpotensiometer op die bord kan gebruik word om die huidige limiet in te stel. Een manier om die huidige limiet in te stel, is om die bestuurder in 'n volstapmodus te plaas en die stroom te meet wat deur 'n enkele motorspoel loop, sonder om die STEP-invoer in te skakel. Die gemete stroom sal 0,7 keer die huidige limiet wees (aangesien beide spoele altyd aan is en beperk is tot 70% van die huidige limietinstelling in volstapmodus). Let asseblief daarop dat die verandering van die logiese spanning, Vdd, na 'n ander waarde die huidige limietinstelling sal verander, aangesien die spanning op die "ref" -pen 'n funksie van Vdd is. 'N Ander manier om die stroomlimiet in te stel, is om die spanning direk bo -op die potensiometer te meet en die gevolglike stroomlimiet te bereken (die stroom -weerstand is 0.1Ω). Die stroomgrens hou die volgende verband met die verwysingspanning: Stroomgrens = VREF × 1,25 As die verwysingsspanning byvoorbeeld 0,6 V is, is die stroomlimiet 0,75A. Soos hierbo genoem, is die stroom deur die spoele in volstapmodus beperk tot 70% van die huidige limiet, dus om 'n volstap-spoelstroom van 1A te kry, moet die huidige limiet 1A/0,7 = 1,4A wees, wat ooreenstem na 'n VREF van 1.4A/1.25 = 1.12 V. Sien die A4988 -datablad vir meer inligting. Opmerking: die spoelstroom kan baie verskil van die stroomtoevoer, dus moet u nie die stroom wat by die kragtoevoer gemeet word, gebruik om die huidige limiet in te stel nie. Die gepaste plek om u huidige meter te plaas, is in serie met een van u stapmotorspoele.
Stap 12: Lasermontering



Die laser wat ek gebruik het, is die fokusbare lasermodule 200-250mW 650nm. Die buitenste metaalbehuizing werk as 'n heatsink vir die laserdiode. Dit het 'n fokusbare lens om die laserpunt aan te pas. Koppel die laserdraadaansluiting aan die lasersok op die bestuurdersbord.
U kan een hier kry.
Stap 13: Maak gereed


Sluit die werkstuk op die werkbed met vier klein Neodymium-magnete en stel die X- en Y-as in die beginposisie (tuis). Skakel die bestuurdersbord aan deur 'n eksterne kragbron en Arduino Nano na 'n rekenaar via 'n USB A tot USB Mini B -kabel.
Skakel ook die bord deur 'n eksterne kragbron.
VEILIGHEID EERSTE. LASER VEILIGHEIDSGLAS MOET NODIG WORD
Stap 14: GRBL -firmware



- Laai die GRBL hier af
- Pak die grbl-master-gids op die lessenaar uit, u vind dit in die lêer master.zip
- Begin die Arduino IDE
- Kies in die menu van die toepassingsbalk: Skets -> #sluit biblioteek in -> Voeg biblioteek uit file. ZIP
- Kies die gids grbl wat u in die grlb-master-gids kan vind en klik op Open
- Die biblioteek is nou geïnstalleer en die IDE -sagteware wys u die volgende boodskap: Die biblioteek word by u biblioteek gevoeg. Gaan die spyskaart “Biblioteke insluiting” na.
- Open dan 'n voorbeeld genaamd "grbl upload" en laai dit op u arduino -bord.
Stap 15: Sagteware om G-CODE te stuur



Ons benodig ook 'n sagteware om G-kode na CNC te stuur, daarvoor gebruik ek die LASER GRBL
LaserGRBL is een van die beste Windows GCode -streamer vir DIY lasergraveurs. LaserGRBL kan GCode -pad na arduino laai en stroom, sowel as beelde, prente en logo's met 'n interne omskakelingshulpmiddel.
LASER GRBL Aflaai.
LaserGRBL kyk voortdurend na die COM -poorte wat op die masjien beskikbaar is. Met die lys van poorte kan u die COM -poort kies waarop u beheerbord gekoppel is.
Kies die korrekte baud -koers vir die verbinding volgens die konfigurasie van u masjien (standaard 115200).
Grbl -instellings:
$$ - Bekyk Grbl -instellings
Om die instellings te sien, tik $$ en druk enter nadat u met Grbl gekoppel het. Grbl moet reageer met 'n lys van die huidige stelselinstellings, soos in die voorbeeld hieronder getoon. Al hierdie instellings is aanhoudend en word in EEPROM bewaar, so as u dit afskakel, word dit weer afgelaai die volgende keer as u die Arduino aanskakel.
$ 0 = 10 (stappuls, usec)
$ 1 = 25 (vertraagde stap, msek)
$ 2 = 0 (stappoort -omkeermasker: 00000000)
$ 3 = 6 (omkeermasker vir hawe: 00000110)
$ 4 = 0 (stap aktiveer omkeer, bool)
$ 5 = 0 (limietpenne omkeer, bool)
$ 6 = 0 (sondepen omkeer, bool)
$ 10 = 3 (statusverslagmasker: 00000011)
$ 11 = 0.020 (kruisafwyking, mm)
$ 12 = 0,002 (boogtoleransie, mm)
$ 13 = 0 (meld duim, bool)
$ 20 = 0 (sagte perke, bool)
$ 21 = 0 (harde perke, bool)
$ 22 = 0 (homing cycle, bool)
$ 23 = 1 (homing dir invert maskers: 00000001)
$ 24 = 50.000 (tuisvoer, mm/min)
$ 25 = 635.000 (huisvesting soek, mm/min)
$ 26 = 250 (homing debounce, msek)
$ 27 = 1.000 (homing pull-off, mm)
$ 100 = 314,961 (x, stap/mm)
$ 101 = 314,961 (y, stap/mm)
$ 102 = 314,961 (z, stap/mm)
$ 110 = 635.000 (x maksimum koers, mm/min)
$ 111 = 635.000 (y maksimum koers, mm/min)
$ 112 = 635.000 (maksimum snelheid, mm/min)
$ 120 = 50.000 (x accel, mm/sek^2)
121 = 50.000 (y accel, mm/sek^2)
$ 122 = 50.000 (z accel, mm/sek^2)
$ 130 = 225.000 (x maksimum reis, mm)
$ 131 = 125.000 (y maksimum reis, mm)
$ 132 = 170.000 (maksimum reis, mm)
Stap 16: Aanpassing van die stelsel



Hier kom die moeilikste deel van die projek.
-Pas die laserstraal in op die kleinste punt op die werkstuk. Dit is die moeilikste deel wat tyd en geduld verg met behulp van 'n spoor en fout metode.
-Skakel die GRBL -instellings vir $ 100, $ 101, $ 130 en $ 131
My instelling vir die GRBL is $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Ek het probeer om 'n vierkant van 40 mm-kante te graveer, en na soveel foute en die aanpassing van grbl, kry ek die regte 40 mm-lyn gegraveer vanaf die X- en Y-as. As die resolusie van X en Y-as nie dieselfde is nie, sal die beeld in enige rigting skaal.
Hou in gedagte dat nie alle stapmotors van DVD -skyfies dieselfde is nie.
Dit is 'n lang en tydrowende proses, maar die resultate is so bevredigend as dit aangepas word.
LaserGRBL gebruikerskoppelvlak.
- Verbindingsbeheer: hier kan u die seriële poort en die korrekte baudrate vir verbinding kies, volgens die grbl -firmware -opset.
- Lêerbeheer: hierdie vertoning gelaaide lêernaam en graveerprosesvordering. Die groen "Speel" -knoppie sal die uitvoering van die program begin.
- Handmatige opdragte: u kan enige G-kode-reël hier tik en op "enter" druk. Opdragte word in die ry ingevoer.
- Opdraglogboek en opdragterugkodes: toon opdragte wat onder die knie is, en die uitvoeringstatus en foute daarvan.
- Drafbeheer: laat die laser handmatig posisioneer. Die bewegingsnelheid van die linker vertikale skuifbalk, die stapgrootte van die regte skuifbalk.
- Voorskou van gravure: hierdie gebied toon 'n voorskou van die laaste werk. Tydens gravure sal 'n klein blou kruisie die huidige laserposisie tydens runtime toon.
- Grbl reset/homing/unlock: hierdie knoppies dien sagte herstelling, homing en ontsluit bevel by grbl board in. Aan die regterkant van die ontsluitknoppie kan u 'n paar gebruikersgedefinieerde knoppies byvoeg.
- Voer hou en hervat: hierdie knoppies kan die uitvoering van die program opskort en hervat deur die opdrag van Feed Hold of Hervat na die grbl -bord te stuur.
- Lyntelling en tydprojeksie: LaserGRBL kan die uitvoeringstyd van die program beraam op grond van werklike snelheid en werkvordering.
- Oorheers status en beheer: wys en verander werklike snelheid en kragoorskryding. Overrides is 'n nuwe funksie van grbl v1.1 en word nie in die ouer weergawe ondersteun nie.
Stap 17: Houtgravure




Met Raster -invoer kan u 'n beeld van enige aard in LaserGRBL laai en die GCode -instruksies verander sonder dat ander sagteware nodig is. LaserGRBL ondersteun foto's, illustrasies, potloodtekeninge, logo's, ikone en probeer die beste doen met enige beeld.
U kan dit oproep in die menu "File, Open File" deur 'n prent van die tipe jpg,-p.webp
Die omgewing vir gravure is anders vir alle materiale.
Definieer die gravesnelheid per mm en kwaliteitlyne per mm Video aangeheg is die tydsverloop van die hele proses.
Stap 18: Sny dun papier

Hierdie laser van 250 mW kan ook dun papiere sny, maar die spoed moet baie laag wees, d.w.s. nie meer as 15 mm/min nie, en die laserstraal moet behoorlik aangepas word.
Video aangeheg is die tydsverloop van die hele proses.
Stap 19: Vinyl sny en pasgemaakte plakkers maak


Ek het 'n persoonlike vinylplakker gemaak. Boarder spoed verander met betrekking tot die kleur van die vinyl wat gebruik word.
Donker kleure is maklik om mee te werk, terwyl die ligter kleure lastig is.
Bogenoemde beelde demonstreer hoe u vinylplakkers gebruik wat met die CNC gemaak is.
Hou egter in gedagte dat brandende viniel kankerverwekkende dampe vrystel. Hulle ruik regtig erg.
♥ Spesiale dank aan die GRBL -ontwikkelaars:)
Ek hoop dat u van hierdie projek gehou het, laat weet my in die kommentaar as u vrae het; ek wil ook foto's van u CNC -masjiene sien!
Dankie !! vir U ondersteuning.
Aanbeveel:
Hoe om 'n mini -CNC -masjien te maak: 11 stappe (met foto's)
")
Hoe om 'n mini -CNC -masjien te maak: Hallo almal, dit gaan goed met u. Ek is hier met nog 'n baie oulike projek wat u kan bou met 'n paar afval/ gebruikte dele van die rekenaar. In hierdie instruksies gaan ek jou wys hoe jy 'n mini -CNC -masjien tuis kan maak van die ou DVD
Gradeer DIY Mini DSO op na 'n regte oscilloskoop met wonderlike funksies: 10 stappe (met foto's)
")
Gradeer DIY Mini DSO op na 'n regte oscilloskoop met wonderlike funksies: laas het ek gedeel hoe om 'n Mini DSO met MCU te maak. Raadpleeg my vorige instruksies: https: //www.instructables. com/id/Make-Your-Own-Osc … Aangesien baie mense in hierdie projek belangstel, het ek 'n paar
Hoe om 'n rekenaar met maklike stappe en foto's uitmekaar te haal: 13 stappe (met foto's)
")
Hoe om 'n rekenaar uitmekaar te haal met eenvoudige stappe en foto's: dit is 'n instruksie oor hoe om 'n rekenaar uitmekaar te haal. Die meeste basiese komponente is modulêr en kan maklik verwyder word. Dit is egter belangrik dat u daaroor georganiseerd is. Dit sal u verhinder om onderdele te verloor, en ook om die montering weer
DIY bou mini -USB -plug & play -luidsprekers (met mikrofoonopsie): 3 stappe (met foto's)
: 3 stappe (met foto's)")
DIY bou mini -USB -plug & play -luidsprekers (met mikrofoonopsie): Hallo ouens.! Ek wou vir jou 'n eenvoudigste metode wys wat ek vir die draagbare luidspreker gebruik het. Hierdie metode is regtig baie uniek, want " daar is geen tutoriaal oor hierdie soort sprekersonderwerpe nie ". 'N Paar redes: Het u ooit te kampe gehad met
Arduino Mini CNC -plotter (met Proteus Project & PCB): 3 stappe (met foto's)
: 3 stappe (met foto's)")
Arduino Mini CNC -plotter (met Proteus Project & PCB): Hierdie arduino mini CNC- of XY -plotter kan ontwerpe binne die 40x40mm -reeks skryf en maak. Ja, hierdie reeks is kort, maar dit is 'n goeie begin om in die arduino -wêreld te spring. [Ek het alles in hierdie projek gegee, selfs PCB, Proteus File, voorbeeldontwerp en